




Фабрика перчаток защитная линия
Когда говорят ?защитная линия?, многие сразу представляют себе ленту с перчатками, которые движутся под станками. Но если копнуть глубже, особенно в контексте производства СИЗ, всё оказывается сложнее. Это не просто участок, а целая философия организации процесса, где каждая операция — это барьер на пути риска. Мой опыт подсказывает, что главная ошибка — сводить это понятие к физическому расположению оборудования. На деле, эффективность линии определяют вещи, которые на схеме не увидишь: логистика полуфабрикатов, контроль точек прессования и вулканизации, и, что критично, — культура оператора. Вот об этом и хочу порассуждать, отталкиваясь от того, что видел и с чем сталкивался.
От сырья до пресс-формы: где начинается защита
Всё стартует не с раскроя, а гораздо раньше — с приемки смесей. Можно иметь идеальные вырубные прессы, но если резиновая смесь пришла с некондиционной вязкостью, вся линия будет штамповать брак. Мы как-то работали с партией нитрила, который вроде бы проходил по паспорту, но на прессе вулканизация шла неравномерно. Оказалось, партия стояла на сыром складе у поставщика. С тех пор первая контрольная точка на нашей линии — не входной контроль по документам, а тестовый прогон 50-100 грамм смеси на лабораторном прессе. Задержка на полдня, зато не переводишь тонны сырья.
Здесь же стоит упомянуть и о работе с тканевыми подкладками. Казалось бы, просто ткань. Но если её натяжение при подаче в пресс-форму не отрегулировано, готовые перчатки будет ?вести?, и они не сядут по руке. Это особенно критично для моделей с точечным или сплошным ПВХ-покрытием. Мы долго искали причину разнобоя в размерах в партии, пока не обратили внимание на влажность в цехе. Ткань банально ?дышала?, и её геометрия менялась. Пришлось ставить локальные осушители над рулонными податчиками.
Именно на этом этапе кроется один из главных профессиональных секретов: синхронизация подачи разных материалов. Резина, ткань, нить для обметывания края — всё это должно сходиться в пресс-форме в строго заданный момент. Малейший сбой — и получаем либо непропресс, либо, что хуже, внутреннее напряжение в изделии, которое проявится уже у конечного пользователя при первом же серьезном нагрузочном тесте.
Сердце линии: вулканизация и прессование
Это зона максимального риска. Температура, давление и время — три кита, на которых держится качество. И здесь автоматика лишь инструмент. Оператор должен ?чувствовать? пресс. Бывали случаи, когда датчики показывали норму, а по факту термопары в одной из зон плиты начали ?врать? из-за накипи. Готовые перчатки были словно резина двух разных сортов: часть тянулась нормально, часть рвалась. Визуально брак не отсеишь, только при тесте на растяжение.
Поэтому наша защитная линия всегда включает в себя не только технологический контроль, но и ?ручной? — выборочную проверку перчатки прямо из-под пресса каждые 30-40 минут. Да, это замедляет общий темп, но зато гарантирует, что брак не уйдет на следующий передел. Кстати, о переделах. Некоторые думают, что недовулканизированную перчатку можно ?дожарить?. Это опасное заблуждение. Физико-механические свойства после повторного нагрева непредсказуемы, особенно по стойкости к истиранию и маслам.
Отдельная история — пресс-формы. Их состояние напрямую влияет на долговечность изделия. Малейшая выработка, заусенец в области манжеты — и получаем концентратор напряжения. Перчатка будет рваться в одном и том же месте у всех работников. Регламент заточки и полировки форм — это не прихоть, а необходимость. Мы раз в квартал отправляем весь комплект форм на профильное ТО, даже если видимых дефектов нет. Дорого? Да. Но дешевле, чем терять репутацию из-за массовых возвратов.
Контроль и отбраковка: последний рубеж
После пресса изделие остывает и попадает на участок контроля. И вот здесь многие фабрики экономят, ставя на поток пару женщин, которые ?на глазок? смотрят перчатки. Это тупик. Современная защитная линия немыслима без воздушного теста на герметичность (пневмотестера) и выборочных испытаний на разрывную машине. Мы, например, для ответственных партий (скажем, для химиков или сварщиков) тестируем каждую двадцатую перчатку из партии, а не одну из тысячи, как того требует формальный стандарт.
Но и техника не всесильна. Есть дефекты, которые машина не видит: микроскопическое включение инородной частицы в резине или локальное изменение цвета, говорящее о нарушении режима смешения. Поэтому финальный визуальный контроль опытным мастером — обязателен. Его глаз замечает то, что не фиксирует датчик. У нас был мастер, который по оттенку голубой нитриловой перчатки мог определить, насколько точно выдержали температуру в первой зоне вулканизации. Такие кадры — золотой фонд.
Отбракованные изделия — это не всегда мусор. Часть брака (например, с чисто эстетическими дефектами) мы пускаем на внутренние нужды или для тренировок новых контролеров. Но всё, что связано с защитными свойствами — безжалостно в утиль. Никаких ?уцененных? партий. Один раз попробовали продать такие перчатки как ?некондицию? для некритичных работ — в итоге получили больше проблем с претензиями, чем выручили денег.
Логистика и упаковка: финишная прямая
Казалось бы, перчатка проверена, можно паковать. Но и здесь свои подводные камни. Упаковка — это тоже часть защитной функции. Негерметичный пакет ведет к старению резины, особенно если на складе у клиента высокая озоновая активность. Мы перепробовали десятки видов пакетов, пока не остановились на многослойных с барьерным слоем. Да, они дороже на 15%, но срок сохранения свойств изделия увеличивается в разы.
Маркировка — отдельная головная боль. Штрих-код, номер партии, дата, стандарты (ГОСТ, EN, ANSI) — всё должно быть читаемо и, главное, достоверно. Был неприятный инцидент, когда из-за сбоя в программе на коробки с нитриловыми перчатками пошла маркировка от латексных. Пришлось останавливать всю линию и вручную переклеивать этикетки. Теперь у нас стоит двойной контроль: автоматический считыватель после принтера и выборочная проверка упаковщиком.
Именно на этапе упаковки цепочка замыкается. Готовая продукция, упакованная и промаркированная, — это и есть материальное воплощение работы всей защитной линии. Отсюда она уезжает на склад, например, как у нашего давнего партнера — ООО Цзянсу Чэнлун Технологии Одежды. Эта компания, кстати, с ее 30-летним опытом в области СИЗ (https://www.clsppe.ru), хорошо понимает, что качество спецодежды и перчаток начинается именно с таких деталей на производственной линии. Их подход к глубокой разработке средств защиты во многом перекликается с принципами, которые мы выстрадали на своем опыте.
Персонал: самый ненадежный и самый важный элемент
Можно купить самое современное оборудование, но если оператор не понимает, зачем он делает ту или иную операцию, линия будет работать вхолостую. Самые большие потери у нас всегда были не из-за поломок, а из-за человеческого фактора: ?забыл? проверить давление, ?показалось?, что температура в норме, ?поспешил? увеличить скорость конвейера к концу смены.
Мы боролись с этим не только инструктажами, но и вовлечением. Стали практиковать короткие ?разборы полетов? в конце недели, где показывали, к каким последствиям привела та или иная ошибка на линии — показывали фотографии с производства клиента, где перчатка не выдержала. Когда человек видит не абстрактный ?брак?, а реальную потенциальную травму, его отношение меняется.
Еще один важный момент — кросс-обучение. Оператор пресса должен хотя бы в общих чертах понимать, как работает раскройщик и контролер. Это создает целостную картину и чувство ответственности за общий результат, а не только за свой участок. Постепенно это формирует ту самую культуру производства, где защитная линия — это не набор станков, а команда людей, делающих одну общую вещь: надежное средство защиты.
Вместо заключения: линия как живой организм
Так что, возвращаясь к началу. Фабрика перчаток защитная линия — это действительно сложная система. Она дышит, требует внимания и постоянной настройки. Не бывает ?раз и навсегда? отлаженного процесса. Меняется сырье, изнашивается оборудование, приходят новые люди. Успех зависит от готовности постоянно вникать в детали, сомневаться в, казалось бы, очевидном, и не экономить на том, что напрямую влияет на безопасность конечного пользователя.
Можно прочитать тонны стандартов, но настоящее понимание приходит только с опытом, часто горьким. Как тот случай с влажностью ткани или неверной маркировкой. Каждая такая ошибка — это новый пункт в регламенте, новый датчик или новый принцип организации труда. В этом, наверное, и есть главная суть. Защитная линия — это не статичная схема на бумаге, а динамичный, почти живой процесс, который ты выстраиваешь и отлаживаешь годами. И когда видишь, что твои перчатки годами исправно служат на каком-нибудь металлургическом комбинате или в химической лаборатории, понимаешь, что все эти усилия были не зря.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Сварочная спецодежда
Сварочная спецодежда -
 Светосигнальный дежурный жилет с активной подсветкой
Светосигнальный дежурный жилет с активной подсветкой -
 Утеплённая обувь с подогревом для экстремального холода
Утеплённая обувь с подогревом для экстремального холода -
 Дугозащитная спецодежда
Дугозащитная спецодежда -
 Кислото- и щелочестойкая защитная спецодежда
Кислото- и щелочестойкая защитная спецодежда -
 Маслостойкая легкоочищаемая антистатическая спецодежда
Маслостойкая легкоочищаемая антистатическая спецодежда -
 Высоковидимый защитный жилет со световозвращающими элементами
Высоковидимый защитный жилет со световозвращающими элементами -
 Антистатическая рабочая спецодежда
Антистатическая рабочая спецодежда -
 Куртка для активного отдыха
Куртка для активного отдыха -
 Огнезащитная спасательная спецодежда
Огнезащитная спасательная спецодежда -
 Защитные перчатки
Защитные перчатки -
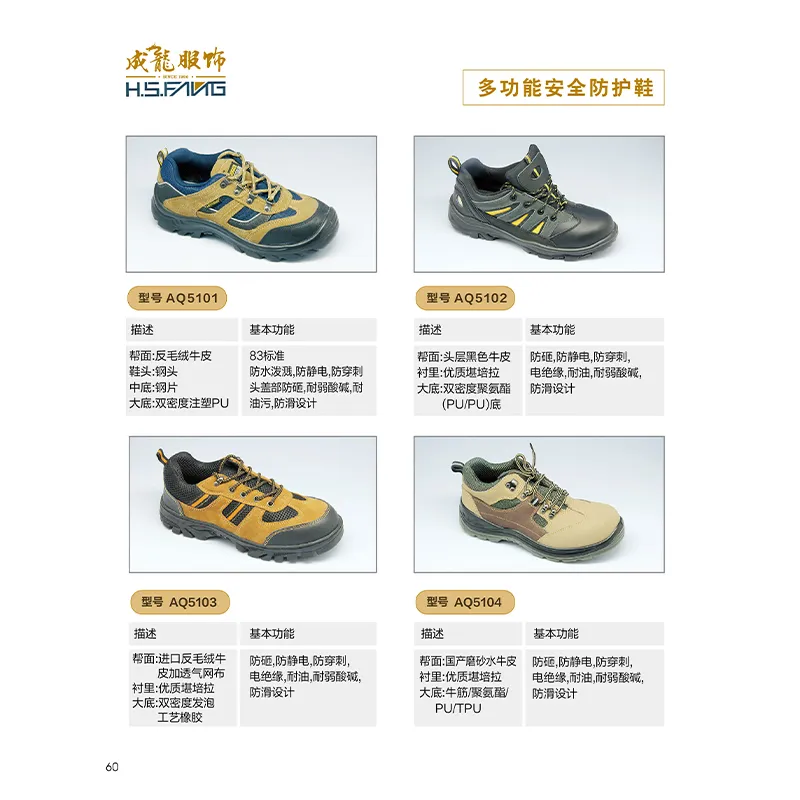 Многофункциональная защитная обувь
Многофункциональная защитная обувь